
What are the ways that continuous belt screen changers can improve product quality while simultaneously lowering short and long term maintenance costs? This article details the key benefits of installing a continuous belt screen changer as well as the financial improvements this technology can provide for a business.

Having a quality melt filtration system is an essential part to ensuring the purity of the plastic melt. When using the continuous belt filter in plastic extrusion, there are specific factors influencing operation and production of this filter to determine how effective the screen changer will be.
Melt filtration is not just an option but a vital necessity for quality in the production process. In the world of screen changers, there are many choices depending on the needs of how companies wish to filter out contaminants. However, not all screen changers are created equal.
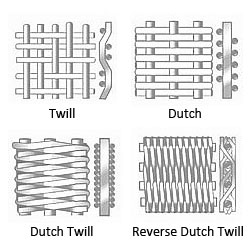
Automatic, ribbon-style continuous belt screen changers used in plastics extrusion require long filter belts that pass through the filter chamber. These belts are made up of high-tensile, stainless steel wire woven into a mesh. While it may be tempting to use lower-priced, plain-weave wire cloth filters, the reality is that these lack strength and can fail over time. The better bet? Consider using a reverse Dutch twill weave (RDW) filter belt, which is specially engineered to provide added strength and durability required for continuous belt screen changer operation.
What Exactly is RDW?

We frequently justify the screen roll cost against the standard square mesh filter packs used in slide plate machines. When a roll of screen can cost $1,000 or more depending on the size, it inevitably attracts the attention of purchasing departments. But when you break down the screen cost as a function of the pounds of product processed through the filter, it becomes clear that screen cost is insignificant.

Pressure change vs. timed movements. In the world of continuous belt screen changers, this has long been a topic for discussion. Many processors just set the machine up in pressure control mode and let it do its thing. But that isn’t the best way to run this style of machine. Here’s why.

When assessing the performance of web processing machinery, users often consider the overall throughput, quality of the final product, and its safety features. These considerations are essential, but it’s important not to overlook one of the most important features of a well-engineered machine, the user interface (UI).

IO-Link smart sensor technology has received a great deal of attention recently and for good reasons. This technology has found its way into many industrial applications due to its advantages over standard binary and analog interfaces. IO-Link smart sensors are a much more intelligent communication technology that not only transfers measured values and switching signals but can also store parameters, deliver signal quality, and device status.
Conducting trials of your material in our filtration lab line is a great way to gather insight into how your application will perform when filtering contaminated thermoplastics through the KCH continuous belt screen changer.

There are many options when it comes to your melt filtration system. Investing in the right screen changer for your process can mean the difference between saving time and material, and wasting those resources. This will affect your profits over the life of your extrusion line.
If you’re running a discontinuous screen changer, it might be time to upgrade.

You may have heard of the term “Industry 4.0,” since it’s the hottest buzz word in the world of machine technology. Where Industry 3.0 brought us the computing age, Industry 4.0 brings us the next step in technology with automation and data exchange across numerous platforms. In this blog, I’m going to explain the benefits of incorporating the Industry 4.0 technology into your extrusion system.

Parkinson Technologies is committed to participating in the plastics sustainability vision by engineering extrusion filtration solutions that enable greater recycled material usage.

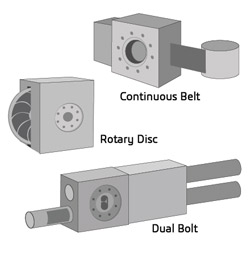
In a previous article “Not all Continuous Belt Screen Changers are Created Equal” I talked about the distinctions between the two basic methods of advancing the screen in a continuous belt screen changer – using melt pressure of the polymer being processed vs. an external mechanical force. Though we believe the benefits of using the mechanical method like the one used in our Key Filters brand of KCH screen changers make it a superior choice for melt filtration, regardless of the solution you are using there is a common requirement for reliable operation: the need for a steady supply of clean cooling water.

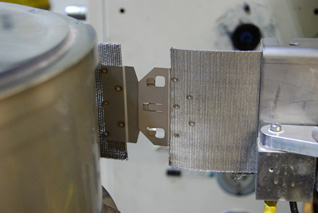
Continuous Belt Screen Changers are a proven technology to effectively filter contaminates, while maintaining uniform melt pressure in plastic extrusion processes. They achieve this by advancing a ribbon of screen across a breaker plate which continually removes spent screen and introduces fresh screen into the flow to ensure uniform melt pressure over time. While this basic operating principle is employed across all styles of continuous belt screen changers, it does not mean they are all created equal.

Continuous-belt screen changers are an economical and efficient method of filtering out contaminants in thermoplastic material due to their ability to provide constant melt extrusion pressure to downstream processes over long periods of time. The absence of process interruptions needed to change screen packs in other types of filtration translates into increased production and decreased scrap, bringing maximum efficiency to your extrusion operation. However, if you notice that the pressure drop in your continuous belt screen changer is gradually increasing over time, despite regularly advancing the screen at recommended intervals, you may have a flow restriction from the gradual buildup of contaminants on breaker plate surfaces.
In last three articles of the “Factors When Choosing Screen” series we described the three types of weave pattern, an explanation on the importance of mesh size, and how the quality of the screen plays a critical role. In this last installment we’ll look at a value-added feature that any good quality screen should offer.

In the last two installments of this series, we reviewed the different weave patterns in reverse Dutch twill weave (RDW) screen and the important factors to consider when selecting the correct mesh size for your application. Now the discussion will turn to the importance of quality screen construction and how skimping on higher grade screen can cost you in the long run.
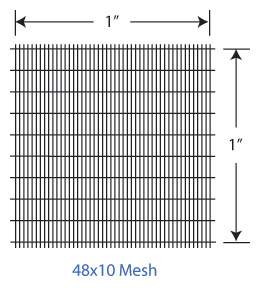
In a previous article we discussed the RDW weave patterns and how the screen will behave differently depending on the weave pattern design. This is an important factor to assure consistent flow of the melt polymer through the continuous belt screen changer. However, it’s not the only factor. The mesh size also plays a crucial role in assuring consistency of the melt.
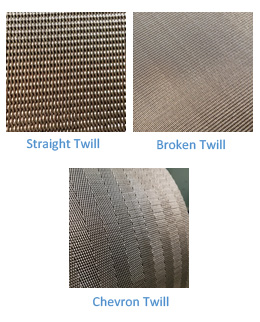
In one of Parkinson Technologies’ previous articles, we discussed the use of reverse Dutch twill weave (RDW) filter belts used in ribbon-style continuous belt screen changers. We discussed the four basic types, how they differ, and how they evolved into the RDW style which offers the combination of strength and durability required for continuous belt screen changers. However, there are other factors to consider when choosing screen. The RDW weave pattern is one of them.
Are you familiar with the term “continuous screen changer,” but not exactly sure what it is? A continuous screen changer is a machine that filters out impurities in the polymer extrusion process—without interrupting the process when a dirty screen needs to be changed. It’s used in melt filtration processes where debris can clog up screens in a very short time and process disruptions are costly. Markets and extrusion processes that employ continuous screen changers include pipe and profile, film and sheet, compounding, resin production, blow molding, nonwovens, and specialty material.