
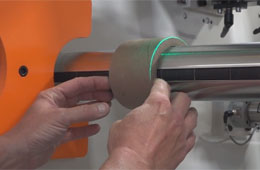
How has knife setting for slitter rewinder technology evolved over the years? This article covers the process of knife setting from its early days of completely manual methods to the innovative technologies of full automation we have available to us today.

Choosing which slitter rewinder to purchase for your business is a critical decision that impacts every other part of your production line as well as overall profitability. When making this decision, there are certain considerations to take into account which cannot be overlooked.

In the world of slitter rewinders, achieving a tight slit width tolerance is essential to the operating process for many applications. The main method of accomplishing this tight tolerance is through the wrap shear slitting process, specifically by utilizing the contact arc wrap slitting technique.

When faced with the decision of what slitter rewinder to consider to process the growing variety of materials used today, the center surface slitter rewinder is the go-to choice.
Modern slitter rewinders have come a long way since the early days of converting. Though they perform the same function, the options offered in today’s slitter rewinders make operating these machines easier and faster. These options solve problems that have frustrated operators and assist in producing top quality finished rolls.

When assessing the performance of web processing machinery, users often consider the overall throughput, quality of the final product, and its safety features. These considerations are essential, but it’s important not to overlook one of the most important features of a well-engineered machine, the user interface (UI).

Slitter rewinders have one goal: to achieve high-quality finished rolls as quickly and as safely as possible. No matter what the material is, every facility wants to achieve the optimum output level without sacrificing the finished product quality. An adequate roll handling system is needed to achieve the desired level of productivity and quality.

Manufacturers of industrial safety devices and machinery control systems are continually developing new products in response to the updated safety requirements. They can be excellent resources for which devices or systems to consider and ways to apply them to ensure that your equipment meets today’s safety standards. For it is way better to be safe ― by working with the latest guidelines, understanding the risk assessment process, and putting the necessary risk reduction measures in place than to be sorry.

At its core, a slitter rewinder has one primary function, to unwind a mill roll and convert it into multiple smaller rolls. This function may sound straight forward, but these machines can be anything but simple. They are typically engineered to handle a wide variety of materials, each with their processing requirements. There is a lot to consider when choosing the best options for an application. One of those options is choosing the best web entry path from the unwind stand to the slitting and rewinding section.
Your slitter rewinder machine has been a real workhorse for decades. It’s gone through countless runs, and for the most part, it’s been useful to you. Unfortunately, it’s capabilities are outdated, parts need replacing, and you’re questioning whether it’s able to keep up with the production schedule. It might be time to think about something new.

A substantial percentage of all products wound into a roll start by applying the material to some form of a tube, or core, to begin the winding process. On the rare occasion, this task can be completed without using a core at all, but the majority use a paper, plastic, or metal tube, with paper being the most commonly used core material. When the roll of material on the core is used up, the core generally gets discarded (think of a roll of paper towels used in your kitchen). These easily disposable items are sometimes viewed as trivial components of the production process, yet they can cause significant pain to those directly involved in the converting process if their quality or physical properties are not suitable for the operation.

When narrowing down your specifications for a new web handling or converting system, it is important to consider the various levels of automation that are available, the costs associated with each, and the long-term savings that are realized by including these features in your initial purchase.When narrowing down your specifications for a new web handling or converting system, it is important to consider the various levels of automation that are available, the costs associated with each, and the long-term savings that are realized by including these features in your initial purchase.

A converting machine operator has the unenviable task of producing wound rolls of acceptable quality from imperfect web materials. It takes an incredible amount of technology and equipment to produce some of the high-tech structures used in today’s flexible packaging applications, and things don’t always go as planned.

Secondary manufacturing and converting operations, such as printing, extrusion laminating, or slitting and rewinding, start by unwinding material from a roll into the downstream process. Process operating speeds and type of unwind selected can have an impact on the level of safeguarding required to meet current safety standards.
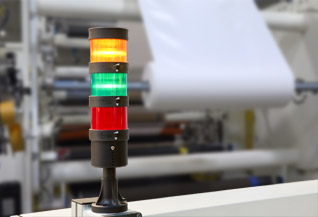
As a manufacturer of machinery for the plastics industry, one of our main concerns when designing, engineering, and building these machines is to always keep safety in mind. Operating machinery can always carry the risk of injury. Workers can be struck by moving parts, trapped between rollers, belts, and pulleys, and cut or punctured by sharp edges. That’s why safety standardization efforts are developed to define, for example, the type of guarding, fencing, or torque limitation.

Maintaining the proper web tension at the unwind is critical to the success of a web process. In most situations, two components work together to achieve and maintain the desired tension. Previously we discussed one of these components, the braking system, which applies torque in proportion to the desired web tension. We will now focus our attention on the control system, which provides the required signals to the braking system to regulate the web tension. Control systems are open loop or closed loop and various configurations of each of these exist.
Many web processing applications need a way to unwind web material into a subsequent operation. Whether used inline in an extrusion laminating process or offline in a slitting and rewinding operation, an unwind stand must deliver the material into the process while maintaining the proper web tension to ensure reliable web transport. It’s the tension control requirements that can complicate the simple act of unwinding the material.
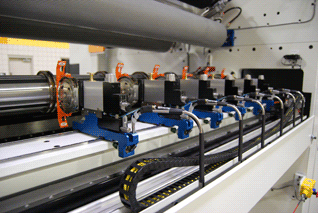
Knife positioning accuracy for an automatic system will provide more consistency from run to run and minimize the chance for operator error. This will result in fewer mistakes, less wasted material, and improved customer satisfaction (fewer returns/claims), all of which will have a positive impact on profitability.

If you are seeking ways to improve productivity of your slitting operation, one way is to consider automating your knife positioning process.There are a variety of ways to accomplish this, and each approach differs in its cost and level of complexity.However, when understanding the added benefits of improved knife placement accuracy, faster changeover times, and improved operator safety, the costs are, in most cases, easily justified.

In two previous articles, lay-on rollers were discussed. From the evolution of the lay-on roller to the advantages of the more modern linearly-acting lay-on roller and minimum gap configurations to improve winding and web handling performance. Now the discussion will focus on the advantages of having predictable web tension and lay-on nip controls within this type of lay-on roller system.
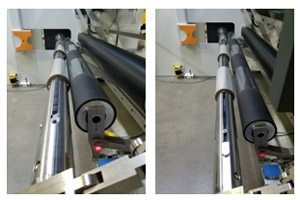
Over time lay-on roller technology evolved from simple pivoting support arms, to pneumatically loaded, and then the individual lay-on roller system was introduced. However, these individual lay-on rollers added complexity and room for error due to the difficulty of not knowing how much lay-on nip force to apply. Thus, linearly-acting lay-on roller systems were developed to provide better nip force control.

Today’s web converters are challenged with production requirements that are becoming increasingly difficult to satisfy with the technology of their older slitter rewinder equipment.Roll quality standards are harder to achieve as materials being processed are thinner, have lower modulus and have either very high or very low coefficients of friction, or when production speeds and finished roll sizes continue to increase. One area where we have seen gains being made is the development of improved lay-on roller systems that help address these process challenges.
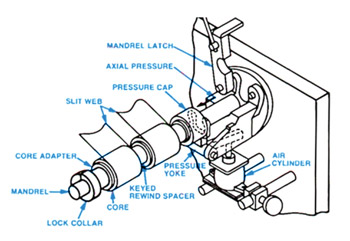
There is often some confusion as to what type of rewinding method is appropriate for certain slitter rewinder applications. To shed some light on the topic, we’ve put together a quick overview on the differential versus locked-core method below.
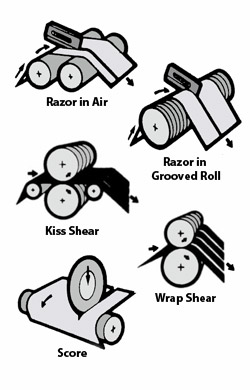
Slitter rewinder machines use three types of slitting methods to cut material: razor blade, shear cut, and score cut. The most appropriate slitting technique to use depends on a variety of factors, such as the type and thickness of the materials being processed. With well over a century of combined manufacturing expertise in Dusenbery converting systems, we've gained valuable insight into the use of slitter rewinders. This article is based on our hands-on experience and explains, on a very basic level, which slitting methods are suitable for various applications.
In many production facilities today, high-speed converting is essential for greater productivity. Unfortunately, high speeds can also be counterproductive because roll quality can suffer. At higher speeds, air is entrapped between the incoming web and the surface of the roll, resulting in air pockets and bubbles that allow the roll layers to shift against each other. The industry’s answer to this problem is the top-riding roll, a welcome refinement to winder and slitter rewinder applications.