The Parkinson Insights page includes a full collection of enriching and informative articles, written by our resident experts in each of the web processing systems covered. In every article, we address an important element of one of the web processing technologies carried in our four brands in the format of a general, maintenance, process, or safety guide. Feel free to explore our articles below in more detail to find a topic beneficial to your individual inquiries.

As climate change continues, the growing awareness and importance of preserving our planet drives a higher demand for sustainable alternatives to traditional plastics. Two of these viable biopolymer alternatives are PLA and PHA.

How has knife setting for slitter rewinder technology evolved over the years? This article covers the process of knife setting from its early days of completely manual methods to the innovative technologies of full automation we have available to us today.

The biax orientation process of orienting plastics results in a cosmetic enhancement of the polymer material in three primary ways, which are explained in this article.
In this article, the benefits are explored for producing plastic film through cast biax orientation compared with the blown film orientation method. Neither process is better or worse than the other but both are best suited for different applications, detailed through this comparative writeup.

In this article, we explore the topic of plastics orientation and, more specifically, how this orientation leads to the enhancement of a plastic film's mechanical properties.

What are the ways that continuous belt screen changers can improve product quality while simultaneously lowering short and long term maintenance costs? This article details the key benefits of installing a continuous belt screen changer as well as the financial improvements this technology can provide for a business.

YOU make efforts in developing sustainable biopolymer resources, WE provide the facility to make it happen.
We hope to preserve our ecosystem, and we believe this begins with you.

It is important for manufacturers to select the correct surface winding equipment for their operating process in the nonwovens industry. There are many key considerations decision-makers should keep in mind when choosing this machinery, which are explored in depth throughout this article.

The concept of the circular economy has been put into action more and more often in recent years, as people are advocating for waste elimination to lead to a sustainable future. Read more to learn about what the circular economy involves and how it pertains to operations in the Film and Sheet markets.

Choosing which slitter rewinder to purchase for your business is a critical decision that impacts every other part of your production line as well as overall profitability. When making this decision, there are certain considerations to take into account which cannot be overlooked.

Having a quality melt filtration system is an essential part to ensuring the purity of the plastic melt. When using the continuous belt filter in plastic extrusion, there are specific factors influencing operation and production of this filter to determine how effective the screen changer will be.

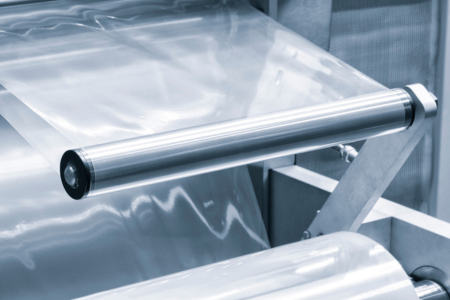
The orientation of plastic film is an essential part to ensuring material yield can be optimized while physical properties of the plastic stay intact. It is also used to achieve property modification in order to improve the performance and durability of the material. In many instances, this plastic orientation process is accomplished by the monoaxial stretching of plastic film in the machine direction orientation (MDO).

In the world of slitter rewinders, achieving a tight slit width tolerance is essential to the operating process for many applications. The main method of accomplishing this tight tolerance is through the wrap shear slitting process, specifically by utilizing the contact arc wrap slitting technique.
Melt filtration is not just an option but a vital necessity for quality in the production process. In the world of screen changers, there are many choices depending on the needs of how companies wish to filter out contaminants. However, not all screen changers are created equal.
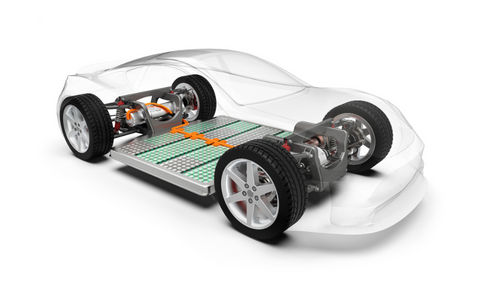
The microporous polymer film used in rechargeable batteries creates a barrier between the anode and cathode so that the electrical charge can still flow without the dangers of short circuits, thermal malfunctions, or battery degradation. This is why the biax orientation process which produces this strong polymer film is an irreplaceable system in the manufacturing cycle of rechargeable lithium ion batteries.
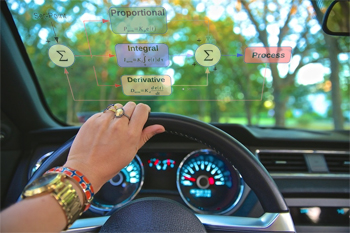
Many of us in the extrusion industry have heard of PID control loops, but do we fully understand the causes and effects PID control loops can have on the extrusion operation?

You’ve chosen a manufacturer for your new web handling equipment, and you’re eager to get started with the process. But, before you move forward, there’s one important part of the project that cannot be overlooked: communicating exactly how your machine will be used, and your expectations of its performance.
There are three types of specifications your machine builder must know before they can accurately build a custom-engineered or even a standard machine:
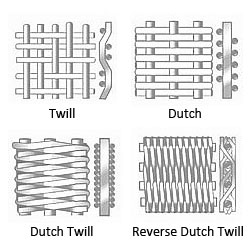
Automatic, ribbon-style continuous belt screen changers used in plastics extrusion require long filter belts that pass through the filter chamber. These belts are made up of high-tensile, stainless steel wire woven into a mesh. While it may be tempting to use lower-priced, plain-weave wire cloth filters, the reality is that these lack strength and can fail over time. The better bet? Consider using a reverse Dutch twill weave (RDW) filter belt, which is specially engineered to provide added strength and durability required for continuous belt screen changer operation.
What Exactly is RDW?

When faced with the decision of what slitter rewinder to consider to process the growing variety of materials used today, the center surface slitter rewinder is the go-to choice.

We frequently justify the screen roll cost against the standard square mesh filter packs used in slide plate machines. When a roll of screen can cost $1,000 or more depending on the size, it inevitably attracts the attention of purchasing departments. But when you break down the screen cost as a function of the pounds of product processed through the filter, it becomes clear that screen cost is insignificant.

Pressure change vs. timed movements. In the world of continuous belt screen changers, this has long been a topic for discussion. Many processors just set the machine up in pressure control mode and let it do its thing. But that isn’t the best way to run this style of machine. Here’s why.
Modern slitter rewinders have come a long way since the early days of converting. Though they perform the same function, the options offered in today’s slitter rewinders make operating these machines easier and faster. These options solve problems that have frustrated operators and assist in producing top quality finished rolls.

Conducting Trials at a Cast Film Biaxial Orientating Laboratory to Achieve Desired Properties for Sustainable Plastics - Research and development teams continue to work on viable alternatives to commodity polymers and rely on research facilities to test their blends.

In the first installment of this article, we reviewed how the material cost savings realized by running trials on a pilot scale line vs. production line can more than offset the expense of using an external facility like our Biax Lab. Beyond that, however, conducting trials on a dedicated external pilot line can provide additional advantages that improve the chances of successfully running an R&D project to completion.

In the development cycle for new film and sheet products, there comes a point where production processes need to be explored, samples need to be manufactured for properties testing and market development, and refinements in formulation need to be perfected. Researchers typically have one of two choices to accomplish this; schedule time on a production asset to run the experiments or run on a dedicated pilot line, whether company owned or independent.

Although the number of processors manufacturing oriented plastic films represents only a small fraction of those involved in the massive plastics industry as a whole, the volume of material processed is significant, and oriented films are vital high-value components in the manufacturing of many everyday products such as food packaging, battery separators, easy-tear pouches, and more.
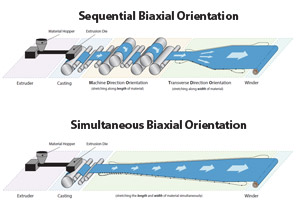
When it comes to producing biaxially oriented films, most are familiar with the well-proven sequential stretching method, which is used in the production of the vast majority of biaxially oriented film and sheet products. However, there is another, less common technique that’s ideal for certain plastic film and sheet applications, particularly if the material does not tolerate sequential stretching in separate steps or must have exceptional optical properties.
Selecting the right winder for your web production line is essential to consistently producing high-quality rolls that are free of defects. But when it comes to choosing the best machine for the job, what do you need to consider?

Every “failure” is a learning process that breeds smarter decisions going forward.

At its main facility in Woonsocket, Rhode Island, Parkinson Technologies maintains a versatile pilot line with extrusion-casting & orientation capabilities, which we refer to as the pilot lab (also known as the BIAX Lab). If you've never done a trial in our lab before, there are a few things you should know in order to be prepared for a successful run.

When assessing the performance of web processing machinery, users often consider the overall throughput, quality of the final product, and its safety features. These considerations are essential, but it’s important not to overlook one of the most important features of a well-engineered machine, the user interface (UI).

IO-Link smart sensor technology has received a great deal of attention recently and for good reasons. This technology has found its way into many industrial applications due to its advantages over standard binary and analog interfaces. IO-Link smart sensors are a much more intelligent communication technology that not only transfers measured values and switching signals but can also store parameters, deliver signal quality, and device status.

Slitter rewinders have one goal: to achieve high-quality finished rolls as quickly and as safely as possible. No matter what the material is, every facility wants to achieve the optimum output level without sacrificing the finished product quality. An adequate roll handling system is needed to achieve the desired level of productivity and quality.

As the name implies, a web accumulator is a machine built for one primary function, to accumulate and temporarily store material fed from or into a continuous process to a machine or operation that must be momentarily stopped or run slower than its processing line speed.

There is no denying that 2020 was a challenging year for many of us, and the transition into 2021 will also hold some challenges. However, like your company, we remain resilient and will continue to move forward. Creating value-added content in blog articles is one way we’ve been able to stay connected with you.

Manufacturers of industrial safety devices and machinery control systems are continually developing new products in response to the updated safety requirements. They can be excellent resources for which devices or systems to consider and ways to apply them to ensure that your equipment meets today’s safety standards. For it is way better to be safe ― by working with the latest guidelines, understanding the risk assessment process, and putting the necessary risk reduction measures in place than to be sorry.
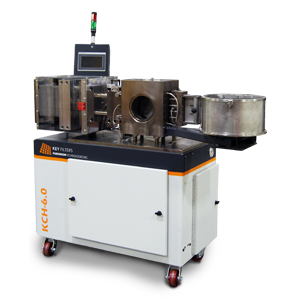
Conducting trials of your material in our filtration lab line is a great way to gather insight into how your application will perform when filtering contaminated thermoplastics through the KCH continuous belt screen changer.

Nothing can substitute for being side-by-side with a technician during a trial. The ability to observe the process in person, analyze data, discuss the recommendations, and make process adjustments in real-time are the true benefits of conducting trials at our technology labs. However, for those unable to make the journey to Woonsocket, RI, there are viable alternatives.

Choosing the wrong method of cleaning a touchscreen monitor can leave that monitor unusable. When a touchscreen HMI is used to control machinery, this could have the dire consequence of leaving the entire machine inoperable.

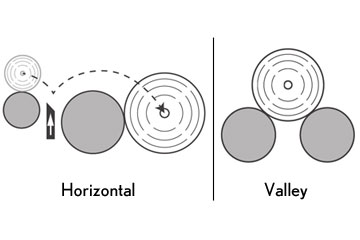
At its core, a slitter rewinder has one primary function, to unwind a mill roll and convert it into multiple smaller rolls. This function may sound straight forward, but these machines can be anything but simple. They are typically engineered to handle a wide variety of materials, each with their processing requirements. There is a lot to consider when choosing the best options for an application. One of those options is choosing the best web entry path from the unwind stand to the slitting and rewinding section.

Just a few short months ago, the world was hit with a microscopic virus that infected millions and affected the global population. Most nonessential businesses have temporarily closed their doors and only recently started the reopening process. For those companies deemed necessary, along with those like Parkinson Technologies who support those vital businesses, we were lucky to continue operations. But it still has been a challenging experience.

There are many options when it comes to your melt filtration system. Investing in the right screen changer for your process can mean the difference between saving time and material, and wasting those resources. This will affect your profits over the life of your extrusion line.
If you’re running a discontinuous screen changer, it might be time to upgrade.
Your slitter rewinder machine has been a real workhorse for decades. It’s gone through countless runs, and for the most part, it’s been useful to you. Unfortunately, it’s capabilities are outdated, parts need replacing, and you’re questioning whether it’s able to keep up with the production schedule. It might be time to think about something new.
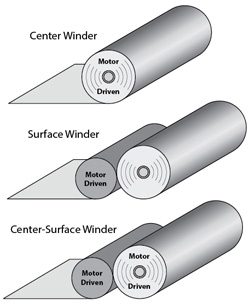
In earlier blog posts, we compared center winders to surface winders and explained the fundamental differences between these two winding methods. In this article, we will focus on surface winding and compare two distinct surface winder configurations and the strengths and weaknesses of each type.

You may have heard of the term “Industry 4.0,” since it’s the hottest buzz word in the world of machine technology. Where Industry 3.0 brought us the computing age, Industry 4.0 brings us the next step in technology with automation and data exchange across numerous platforms. In this blog, I’m going to explain the benefits of incorporating the Industry 4.0 technology into your extrusion system.

One of the challenges that continually plagues the custom capital equipment purchasing process is difficulty in establishing accurate specifications for a given piece of process machinery as potential projects move from the initial inquiry to an order, and from concept to reality. Stakeholders are looking for ways to mitigate risk by covering all the bases.

Parkinson Technologies is committed to participating in the plastics sustainability vision by engineering extrusion filtration solutions that enable greater recycled material usage.

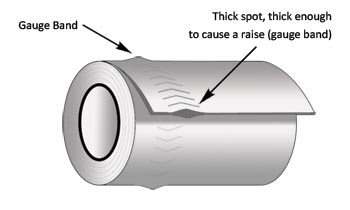
A substantial percentage of all products wound into a roll start by applying the material to some form of a tube, or core, to begin the winding process. On the rare occasion, this task can be completed without using a core at all, but the majority use a paper, plastic, or metal tube, with paper being the most commonly used core material. When the roll of material on the core is used up, the core generally gets discarded (think of a roll of paper towels used in your kitchen). These easily disposable items are sometimes viewed as trivial components of the production process, yet they can cause significant pain to those directly involved in the converting process if their quality or physical properties are not suitable for the operation.
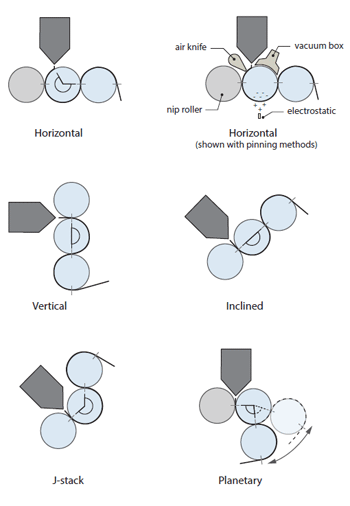
Roll Stack, Sheet Stack, Roll Stand, Take-Off System, Casting Machine, these are just a few of the terms that the plastics processing industry uses to describe the equipment immediately downstream of a flat die on a film or sheet extrusion line. Regardless of the term used to describe this device, it’s basically an arrangement of heat transfer rollers designed to cool and shape molten polymer after it has been extruded through a die to form a continuous web of film or sheet. There are many possible arrangements of the rollers, but the most common are horizontal, vertical, inclined, J-stack, and planetary. What are the differences and why would one configuration be used over another?

When narrowing down your specifications for a new web handling or converting system, it is important to consider the various levels of automation that are available, the costs associated with each, and the long-term savings that are realized by including these features in your initial purchase.When narrowing down your specifications for a new web handling or converting system, it is important to consider the various levels of automation that are available, the costs associated with each, and the long-term savings that are realized by including these features in your initial purchase.

As an OEM of industrial machinery for a wide variety of plastics processing, web handling, and slitting applications, we are often put in a difficult position of responding to requests from customers for upgrades to legacy machines while navigating a minefield of product liability concerns. This can be frustrating for customers who view the scope of their request as being a “simple” or “minor” upgrade or modification, whereas from the OEM’s viewpoint, the scope of the project, once fully assessed, typically becomes much broader. When a customer then receives a proposal with costs well beyond what they deem reasonable for the scope of work they are envisioning or are surprised by a refusal from the OEM to even provide a proposal, it can lead to the misperception of the OEM not wanting to work with a customer. Most of the time, that simply isn’t the case.

In a previous article “Not all Continuous Belt Screen Changers are Created Equal” I talked about the distinctions between the two basic methods of advancing the screen in a continuous belt screen changer – using melt pressure of the polymer being processed vs. an external mechanical force. Though we believe the benefits of using the mechanical method like the one used in our Key Filters brand of KCH screen changers make it a superior choice for melt filtration, regardless of the solution you are using there is a common requirement for reliable operation: the need for a steady supply of clean cooling water.

Continuous Belt Screen Changers are a proven technology to effectively filter contaminates, while maintaining uniform melt pressure in plastic extrusion processes. They achieve this by advancing a ribbon of screen across a breaker plate which continually removes spent screen and introduces fresh screen into the flow to ensure uniform melt pressure over time. While this basic operating principle is employed across all styles of continuous belt screen changers, it does not mean they are all created equal.

A converting machine operator has the unenviable task of producing wound rolls of acceptable quality from imperfect web materials. It takes an incredible amount of technology and equipment to produce some of the high-tech structures used in today’s flexible packaging applications, and things don’t always go as planned.

Secondary manufacturing and converting operations, such as printing, extrusion laminating, or slitting and rewinding, start by unwinding material from a roll into the downstream process. Process operating speeds and type of unwind selected can have an impact on the level of safeguarding required to meet current safety standards.

While any given MDO may appear to be a simple arrangement of heated, driven rollers, determining the optimal MDO configuration for a specific application and capacity is where the real challenge lies.

That slitter rewinder you bought 40 years ago has been pretty good to you overall. But more recently there have been warning signs: glitches, worn-out parts needing replacement, and performance that’s not quite measuring up. If this scenario sounds familiar, it may be time for an upgrade.
In our previous articles on Machine Direction Orienters (MDOs), we reviewed key process parameters and examined how their impact on stretching conditions would affect the selection of machine configuration for various applications. One aspect of the stretching process that we haven’t yet addressed is how the stretch ratio relates to dimensional changes in the oriented web.

Continuous-belt screen changers are an economical and efficient method of filtering out contaminants in thermoplastic material due to their ability to provide constant melt extrusion pressure to downstream processes over long periods of time. The absence of process interruptions needed to change screen packs in other types of filtration translates into increased production and decreased scrap, bringing maximum efficiency to your extrusion operation. However, if you notice that the pressure drop in your continuous belt screen changer is gradually increasing over time, despite regularly advancing the screen at recommended intervals, you may have a flow restriction from the gradual buildup of contaminants on breaker plate surfaces.
As a manufacturer of machinery for the plastics industry, one of our main concerns when designing, engineering, and building these machines is to always keep safety in mind. Operating machinery can always carry the risk of injury. Workers can be struck by moving parts, trapped between rollers, belts, and pulleys, and cut or punctured by sharp edges. That’s why safety standardization efforts are developed to define, for example, the type of guarding, fencing, or torque limitation.

Maintaining the proper web tension at the unwind is critical to the success of a web process. In most situations, two components work together to achieve and maintain the desired tension. Previously we discussed one of these components, the braking system, which applies torque in proportion to the desired web tension. We will now focus our attention on the control system, which provides the required signals to the braking system to regulate the web tension. Control systems are open loop or closed loop and various configurations of each of these exist.
Many web processing applications need a way to unwind web material into a subsequent operation. Whether used inline in an extrusion laminating process or offline in a slitting and rewinding operation, an unwind stand must deliver the material into the process while maintaining the proper web tension to ensure reliable web transport. It’s the tension control requirements that can complicate the simple act of unwinding the material.

As mentioned previously in Part 1, to orient material we need to heat and apply a longitudinal stretching force using a series of rollers running at increasing surface speeds. Depending on the application, the MDO will be designed using a single or multi-stage stretching section. However, we need to first understand the critical process conditions: mainly how the stretch rate, stretch ratio, and the line speed influence one another and ultimately affect the results of the material being oriented.

The first key aspect that you need to consider when thinking about an MDO is the heating medium you’re going to use in your application. There are four common types and I’ll quickly explain each one to give you a better idea of when it’s used.
In last three articles of the “Factors When Choosing Screen” series we described the three types of weave pattern, an explanation on the importance of mesh size, and how the quality of the screen plays a critical role. In this last installment we’ll look at a value-added feature that any good quality screen should offer.

In the last two installments of this series, we reviewed the different weave patterns in reverse Dutch twill weave (RDW) screen and the important factors to consider when selecting the correct mesh size for your application. Now the discussion will turn to the importance of quality screen construction and how skimping on higher grade screen can cost you in the long run.
Knife positioning accuracy for an automatic system will provide more consistency from run to run and minimize the chance for operator error. This will result in fewer mistakes, less wasted material, and improved customer satisfaction (fewer returns/claims), all of which will have a positive impact on profitability.

If you are seeking ways to improve productivity of your slitting operation, one way is to consider automating your knife positioning process.There are a variety of ways to accomplish this, and each approach differs in its cost and level of complexity.However, when understanding the added benefits of improved knife placement accuracy, faster changeover times, and improved operator safety, the costs are, in most cases, easily justified.
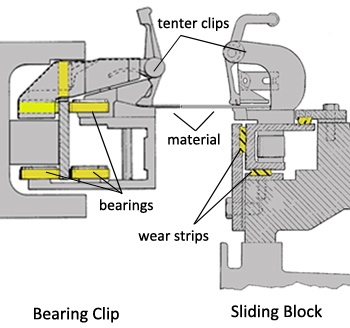
In a previous article we explained that there are two key components in a TDO tenter that make stretching plastic sheet possible; the tenter rail hinge and the tenter clip and chain system. In this article we’ll look at tenter clips and chains and explain the two basic types along with their advantages and disadvantages.
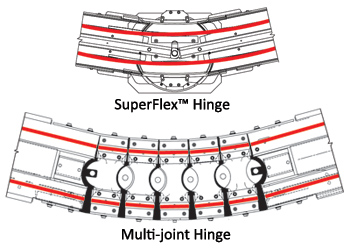
One of the key components of a TDO system that makes stretching plastic sheet in the transverse direction possible is the tenter rail hinge, but not all hinges are created equal.

In a previous preventive maintenance article, we discussed back-up batteries and how replacing them will save time and money, and ultimately a lot of headache. However, the battery isn’t the only part of a machine that can be overlooked. Here is a list of other items that should be inspected.

Your workhorse machine has given you decades of service due to your diligent maintenance practices and emphasis on safe and careful operation over the years. Overlooking one small and easily missed reminder can stop you dead in your tracks and result in costly downtime and service visits. This inexpensive component (usually less than $20.00) can save your organization a lot of grief if it is an included item in your preventive maintenance regimen.
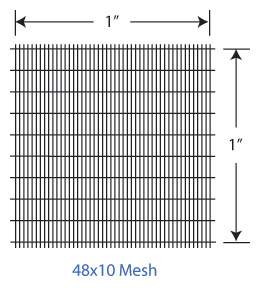
In a previous article we discussed the RDW weave patterns and how the screen will behave differently depending on the weave pattern design. This is an important factor to assure consistent flow of the melt polymer through the continuous belt screen changer. However, it’s not the only factor. The mesh size also plays a crucial role in assuring consistency of the melt.
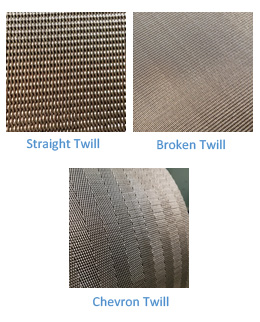
In one of Parkinson Technologies’ previous articles, we discussed the use of reverse Dutch twill weave (RDW) filter belts used in ribbon-style continuous belt screen changers. We discussed the four basic types, how they differ, and how they evolved into the RDW style which offers the combination of strength and durability required for continuous belt screen changers. However, there are other factors to consider when choosing screen. The RDW weave pattern is one of them.

In two previous articles, lay-on rollers were discussed. From the evolution of the lay-on roller to the advantages of the more modern linearly-acting lay-on roller and minimum gap configurations to improve winding and web handling performance. Now the discussion will focus on the advantages of having predictable web tension and lay-on nip controls within this type of lay-on roller system.
Over time lay-on roller technology evolved from simple pivoting support arms, to pneumatically loaded, and then the individual lay-on roller system was introduced. However, these individual lay-on rollers added complexity and room for error due to the difficulty of not knowing how much lay-on nip force to apply. Thus, linearly-acting lay-on roller systems were developed to provide better nip force control.

Today’s web converters are challenged with production requirements that are becoming increasingly difficult to satisfy with the technology of their older slitter rewinder equipment.Roll quality standards are harder to achieve as materials being processed are thinner, have lower modulus and have either very high or very low coefficients of friction, or when production speeds and finished roll sizes continue to increase. One area where we have seen gains being made is the development of improved lay-on roller systems that help address these process challenges.
While it’s natural for processors to blame the winder when defects appear in roll goods, more often than not the root cause of the problem can be traced to the process upstream.
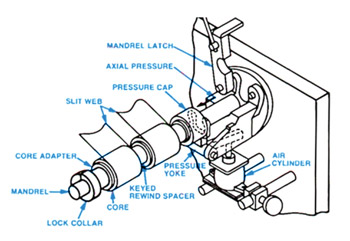
There is often some confusion as to what type of rewinding method is appropriate for certain slitter rewinder applications. To shed some light on the topic, we’ve put together a quick overview on the differential versus locked-core method below.
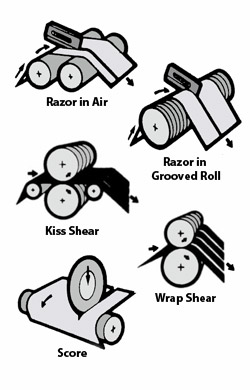
Slitter rewinder machines use three types of slitting methods to cut material: razor blade, shear cut, and score cut. The most appropriate slitting technique to use depends on a variety of factors, such as the type and thickness of the materials being processed. With well over a century of combined manufacturing expertise in Dusenbery converting systems, we've gained valuable insight into the use of slitter rewinders. This article is based on our hands-on experience and explains, on a very basic level, which slitting methods are suitable for various applications.
Although it may sound futuristic, 3D printing is here—and it’s here to stay. 3D printing has steadily impacted how manufacturers do business, and Parkinson Technologies is no exception. There are two ways Parkinson uses 3D printing: for prototyping and for creating small functional components for our machinery. Learn more about the real-world examples Parkinson Technologies utilizes this 3D printing technology.

At Parkinson Technologies, we believe the key to inspiring fresh interest in manufacturing careers is education. We’re doing our part to let younger generations know that manufacturing is about more than pulling levers on an assembly line.
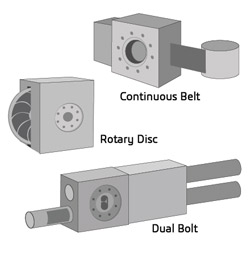
Are you familiar with the term “continuous screen changer,” but not exactly sure what it is? A continuous screen changer is a machine that filters out impurities in the polymer extrusion process—without interrupting the process when a dirty screen needs to be changed. It’s used in melt filtration processes where debris can clog up screens in a very short time and process disruptions are costly. Markets and extrusion processes that employ continuous screen changers include pipe and profile, film and sheet, compounding, resin production, blow molding, nonwovens, and specialty material.
In many production facilities today, high-speed converting is essential for greater productivity. Unfortunately, high speeds can also be counterproductive because roll quality can suffer. At higher speeds, air is entrapped between the incoming web and the surface of the roll, resulting in air pockets and bubbles that allow the roll layers to shift against each other. The industry’s answer to this problem is the top-riding roll, a welcome refinement to winder and slitter rewinder applications.