December 13 2018
In our previous articles on Machine Direction Orienters (MDOs), we reviewed key process parameters and examined how their impact on stretching conditions would affect the selection of machine configuration for various applications. One aspect of the stretching process that we haven’t yet addressed is how the stretch ratio relates to dimensional changes in the oriented web.
When longitudinally stretching materials in an MDO, the general presumption is that the nominal change (reduction) in thickness observed will be inversely proportional to the stretch ratio. For example, if we orient a 12 mil (0.012”, 120 gauge, or 305 μm) thick sheet at a stretch ratio of 3:1 (or 3X), we would anticipate that the finished thickness would be approximately 4 mils, or one-third the starting thickness. If we orient that same sheet at a stretch ratio of 6:1, we would anticipate that the finished thickness would be approximately 2 mils. However, this expectation assumes the web maintains a constant volume and that the material is being stretched uniformly in length with no change in width through the process, neither of which is necessarily the case.
In reality, the dimensional changes that occur in a material being stretched are governed by a complex set of property and process relationships. These include the Poisson effect, which describes how most materials subject to longitudinal stretching (positive tensile strain) will exhibit a lateral contraction (reduction in thickness and width). The ratio of the lateral contraction of a material to the longitudinal extension is defined as Poisson’s ratio. In the case of a sheet, this would imply not only a change in thickness but also a change in width.
We always observe some reduction in width accompanying the reduction in thickness in materials that have been stretched in an MDO process. Our industry generally refers to this phenomenon as “neck-in,” which can be attributed to the Poisson effect described above. MDO design, process conditions, and material properties play a big role in determining the magnitude of the neck-in that is observed.
How do these factors influence MDO neck-in?
First off, while Poisson’s ratio is often considered a material-dependent constant, for the polymeric materials with which we work, it is not. So, not only will Poisson’s ratio vary from material to material but also it will vary for any given material depending on the degree of crystallinity of the material, time, temperature, strain, and strain rate.
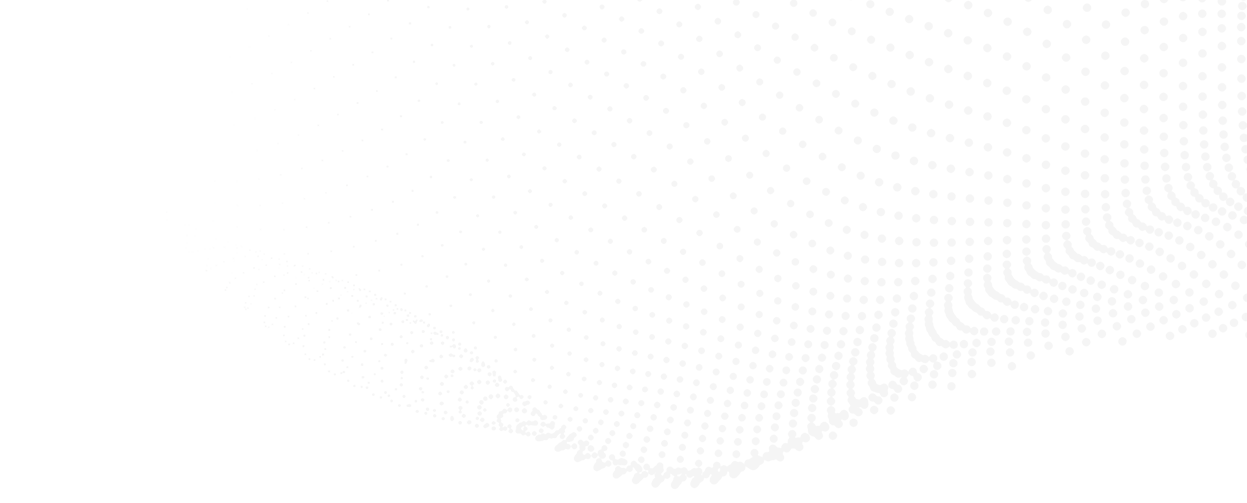
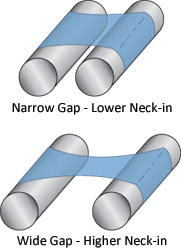
This last factor is one that will vary with both process conditions and with the design of the MDO being used to orient the material. If a web is stretched over a wide gap, the strain rate at any given stretch ratio and line speed will be much lower compared to a machine with a narrow stretch gap. Poisson’s ratio decreases with increasing strain rate, so a narrow-gap machine will exhibit lower neck-in for any given combination of material and process conditions when compared to a wide-gap machine.
Another factor affecting the magnitude of neck-in is that when the web is stretched over a narrow gap, not only is the strain rate relatively high, but there is substantial resistance to neck-in from frictional forces that exist between the roller surface and the web. This may be further strengthened by the use of nip rollers and the typically elevated process temperatures. So, while internal forces in the material are attempting to cause the material to neck-in, the transverse frictional forces on the roll surface resist this and reduce the magnitude compared to what would naturally occur if it were not restrained. This would be the case in an MDO with a wide stretch gap where the material is being stretched suspended over a wide span between stretch rollers.
One implication of this interaction between the material and roller surface is that for MDOs with narrow stretch gaps neck-in tends to be an edge effect rather than a uniform process across the width of the material. Material close to the center of the web is restrained from necking by the frictional forces of all the material outboard of it. The edges, on the other hand, are unrestrained by any outboard material, and therefore, will be where neck-in is most pronounced.
If neck-in were uniform across the width, we would expect that the neck-in observed for a given set of material and process conditions could be expressed as a percentage of the overall width and scaled up with increasing web width. This is something that we are often asked when customers are looking to scale up pilot trials to commercial-scale production. Unfortunately, this is not the case. The upside is that neck-in will be less for wider webs than would be expected if it were uniform. The downside is that it results in thicker edges that typically need to be trimmed and makes it difficult to predict with certainty how wide MDO rollers need to be to guarantee a specific finished width.
Once again, this drives home the point that while an MDO may at first appear to be a relatively simple machine, it takes experience (and often experimentation through lab trials) to ensure that the MDO is designed correctly for your application.
